Ok, progress update:
After successfully completing the inner contour machining, the little 3018 started working on the outer perimeter of the part. It made it 6" before snapping the tool. Turns out the aluminum and/or the spoil board is higher in the center, and a .1mm cut turned into more like a .2 or .3mm cut in a hurry.
So I put a new end mill in (I'm using three-flute downcut end mills) and realized while tightening the collet that it was just barely out of true. Maybe a .25mm variance.
I looked everything over a bit more closely, and, uh, I'm an idiot. The original spindle came fully assembled without the ER-11 collet snapped into the nut, so I just assumed that's how it was meant to be used. Turns out the nut's first lip is meant to clip onto the collet, while the second tapered face is what actually applies the clamping force. I just assumed it was cheap or incorrectly machined.
After clipping the collet in correctly and putting a new bit in, the 3018 has never been happier! It's much quieter, running WAY more accurately, and the surface finish has improved a ton. I think I can finally increase the feed and speed (I've been running at 60mm/min). It's also making actual chips instead of just aluminum dust now, which I'm assuming is a good sign.

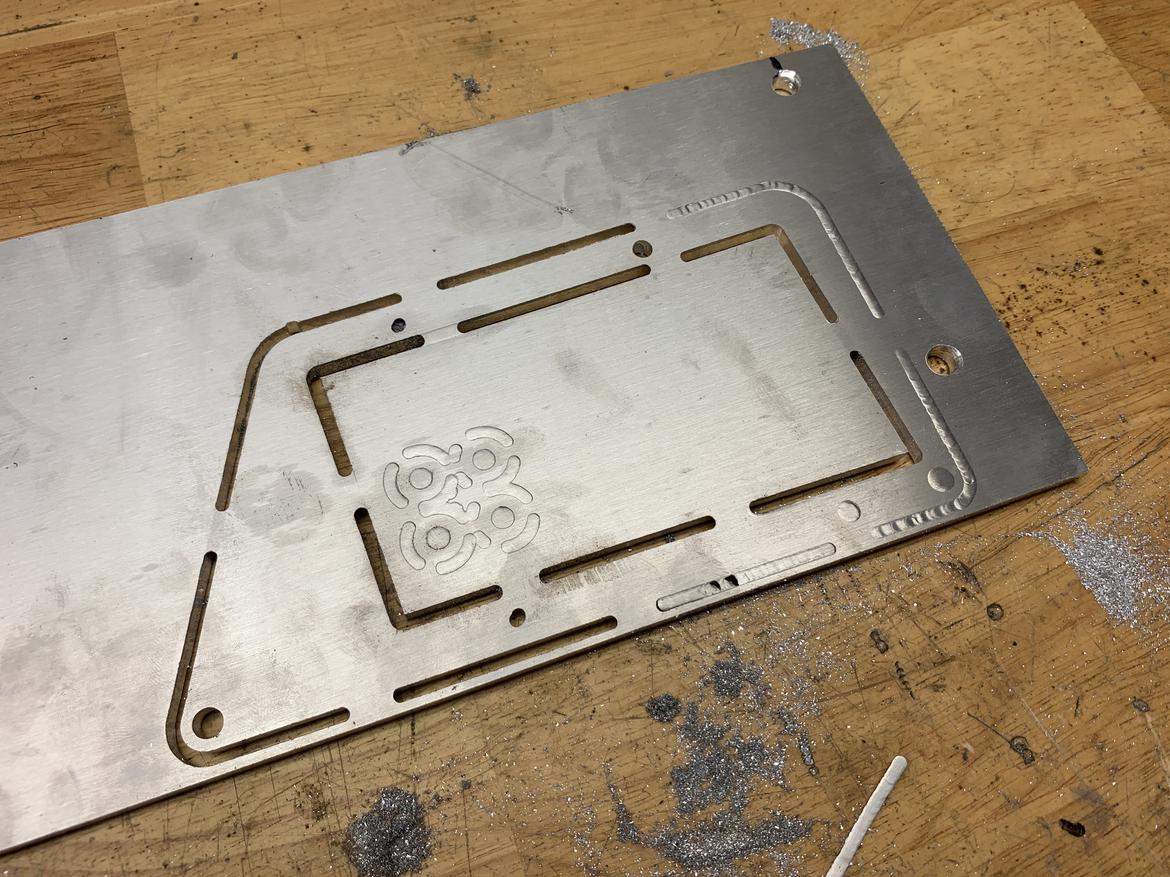
I also added a fan to clear chips, and the machine is currently finishing the door handle bracket; I'll post results when it's done.