
TLDR: I need to make the thing in the second link below...
I have a friend that is a radiologist and he has a preferred tool for some procedure that you have to push on the patients stomach. Well the company no longer offers the tool and the second to last one they have broke. Here is a picture:

Initially I thought well if you give me the last one I can 3D scan it and then we can figure out how to make it. Before I got started I did some googling to try to find it online. I can find companies that offer it but they are all out of stock. I did find a journal article about the device, apparently radiologists really like this one and it is no longer available. The inventor gave permission to have it recreated and there are models available.
So here is the journal article;
https://www.ajronline.org/doi/pdf/10.2214/AJR.16.17188
and I was able to find the model at github;
https://ahmedhosny.github.io/compression-paddle/
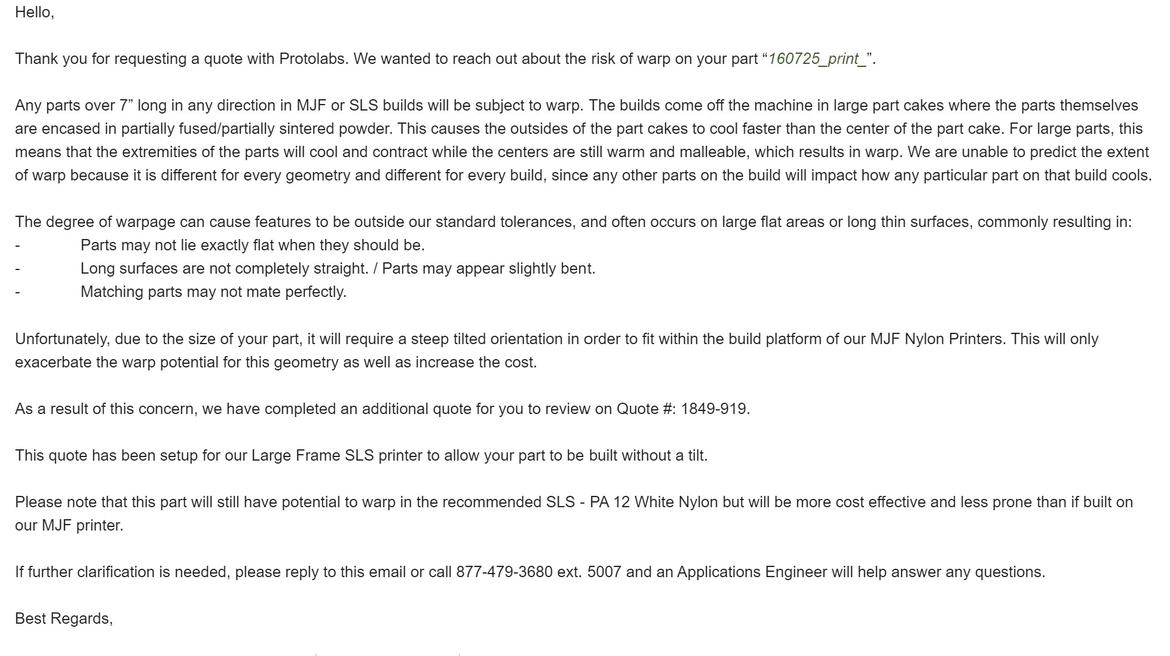
I then went to protolabs and got a quote to make it. It was almost $600 but that isn't my problem, the concern I have is all of the errors and warnings it gives me. I don't have enough hands on with 3D printing to determine if this is real or just boilerplate stuff.
I know there are some active 3D printing folks in here so any advice you have is really appreciated.
NYN
did I put this in the wrong place or is this a really challenging question?
In reply to NY Nick :
I've never purchased a 3D print, but it sounds like they are trying to cover their @*S with the wording. Looking at your link, it certainly appears as thought the part would be perfectly functional with the minor amounts of warpage they are describing.

Warpage, as you know, is going to be critical if the part needs to be assembled with other parts. They may not "fit" together due to varying amounts of unpredictable warpage. I read the statements above as though they will not harm you on this. I vote go for it.
In reply to Indy - Guy :
Thanks for the reply. I have bought a couple of molded parts from Protomold before and they gave similar statements about one of the molds and the parts were fine. $600 for one printed part makes me want to make sure it is going to be usable, that's why I reached out.
I appreciate the insight.
Requote it with CraftCloud, Protolabs is really pricey. SLS Nylon or MJF would be my go to for functional prints.
Yes, that would be a bit of a challenge to print. It's about 430mm/17" long, which is large enough that I could barely print it on the 400mm-square bed of the printer I just ordered. It would also definitely require supports, which is going to add to the complexity & material required. But... $600 each is a lot. I'll admit to not knowing a lot about SLS printing and what it costs vs. FDM (filament printers like most of us use), but it looks like it would take about 1/3 of a KG of filament to print something like that with an FDM printer at 100% fill, which would translate to no more than $20 in material (using expensive filament).
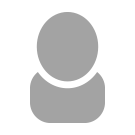
Here's what that looks like sliced for the printer I have coming in- the green is the supports necessary since it's a complex shape that doesn't lay flat on the bed.

In reply to RacetruckRon :
I missed this when you posted it earlier this month. I saw it today and then checked Craft Cloud. It is cheaper for sure.

In reply to Ashyukun (Robert) :
That is really cool how the software plans out the print before you make it. 39 hours of printing time is a staggering amount of time!

In reply to NY Nick :
It is very helpful as changing the orientation of a part can be very helpful in reducing both material used (for supports) and for aligning the part so the layer lines are where you want them for the part strength.
That time is likely a bit on the high side for what it would actually take- the larger printer I'm getting is a CoreXY setup so assuming the hot end can push the plastic fast enough I can likely run it a good bit faster than what the slicer has set at the moment as it's using a somewhat conservative speed setting for my current printer (that I usually end up bumping up by about 25-30% on the printer when it's running). But, I'd not be surprised at it taking 20 hours or so to print something as large as that with that much support structure (supports are usually printed a fair bit slower on an FDM than the rest of the part since they're usually pretty thin).
What kind of volume of them are you thinking they're going to want? I imagine that the printing places would charge less per part for larger orders. Also, out of curiosity, what did one of those things cost when they were available commercially?
In reply to Ashyukun (Robert) :
I found one place that had them listed (but out of stock) and it was $500 ish. It looks to me like the original was injection molded so they had high 4 figures to low 5 figures in the mold and the per part price was really low. The original design was slightly different, not sure if that was to accommodate manufacture or other reasons. These guys are radiologist so if it costs what it costs (no one asked me to do a cost reduction exercise). I only looked at it because the guy who asked is one of my best friends and he didn't know how to get another one. I was just surprised that it was as much as it was, I was thinking it would be in the 2-3 hundo range.
In reply to NY Nick :
That makes sense. So if it cost $240 to get just one and potentially less if you ordered a bunch of them it wouldn't be out of line for what they'd had to pay before (and potentially a reduction in cost). You might look into if there is any discount for ordering more, as it sounds like a) they are a 'wear' item and will need more down the line and b) there may be other places that would be interested in buying them from you.
Were it something that they only needed on occasion and someone who worked there was interested in 3D printing, a setup (FDM/filament-based) capable of printing one would probably cost about $500 and it would just be the day or so to print one & $20-30 of filament to make one when they needed one. Assuming a FDM one would hold up well, would need to play with materials/print orientation/layer height/etc.; from what I've read I think that the SLS one would be a bit more robust, but as I said I've not really had any experience with SLS.
How many will you need? Whats the load it will see?
Whats the wall thickness? You could overbuild one, then urethane cast them pretty inexpensively.
If you want to ping me through work chat, I can talk you through a variety of options - I manage a prototype shop after all :)
RE: Material costs, we have several polyjets... the cost compared to FDM is 20-40x. That material is expensive.
You can always cut the model into smaller pieces in your 3D modeling software of choice, print them separately, then assemble them afterwards.
The most extreme solution would maybe be a conveyor belt type 3D printer, which have an essentially infinite print distance along one axis.
JFW75
New Reader
10/25/23 8:38 a.m.
Ashyukun (Robert) said:
I'd look at flipping that part over and filling in the trough on the top so it could print mostly flat on that section. Redo the overhangs towards the business end, the part that looks a a spoon with a slot cut in it, so you'd just need supports on the spoon end itself and the cross bar you grip with your hand. I think the wrist support could be chamfered back to the main section as well to avoid supports (if needed). Fill in the section between the cross bar grip and the main section as well.
Add a little bit of surface material and some infill, you should be way ahead in overall print time. Got a model I can pull into Fusion? I can make some changes to it.
In reply to JFW75 :
All I have is the STL file that is in the first post. I didn't design it, I just found the journal article and it references this open use file on github.
JFW75
New Reader
10/25/23 10:20 a.m.
Drop me an email jwimpey at gmail dot com
I've got a file for you to print from.

JFW75
New Reader
10/25/23 10:29 a.m.
If the bed is big enough, print it like this with tree supports.

JFW75 said:
Ashyukun (Robert) said:
I'd look at flipping that part over and filling in the trough on the top so it could print mostly flat on that section. Redo the overhangs towards the business end, the part that looks a a spoon with a slot cut in it, so you'd just need supports on the spoon end itself and the cross bar you grip with your hand. I think the wrist support could be chamfered back to the main section as well to avoid supports (if needed). Fill in the section between the cross bar grip and the main section as well.
Add a little bit of surface material and some infill, you should be way ahead in overall print time. Got a model I can pull into Fusion? I can make some changes to it.
There would definitely be ways to improve the print time- I was just trying to do a quick check of the material it would use. I don't know as much about Nylon/ABS/ASA/PC, but at least with PLA I know that the wrist support would print without supports (PETG would trickier but doable).
Turbo_Rev said:
You can always cut the model into smaller pieces in your 3D modeling software of choice, print them separately, then assemble them afterwards.
I'm not sure how advisable that would be here since it's a functional part that it looks like needs to be able to take a modest bit of load along its long axis, which is where you'd have to cut it for a smaller print bed.
JFW75 said:
Drop me an email jwimpey at gmail dot com
I've got a file for you to print from.
Nice- you could probably still keep the 'top' mostly hollow if you tapered the walls and be able to print that section without supports. Though in the end I don't know which would be better- depending on the infill % and # of walls it could use less material either way, and depending on the speeds you could use for walls vs. infill it again could go either way as far as speed goes (at least with FDM; I think with SLA/SLS it's far more a function of the number of layers).


















